- English
- 简体中文
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- 繁体中文
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy
- Yoruba
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

додому
>
Продукти > гвинти > Гвинти для свердління/різьблення > Свердлильні шурупи з хрестоподібною рельєфною потайною головкою та самонарізною різьбою
Продукти
- Болти та шпильки
- гвинти
- Гвинти з 12 головними головками
- Гвинти для свердління/різьблення
- Гвинти з внутрішнім шестигранником
- Саморізи з шестигранною головкою
- Машинні гвинти з шестигранною головкою
- Гвинти з накатанною головкою
- Машинний гвинт
- Набір / гвинти без головки
- Нарізні гвинти
- Барашкові гвинти
- Шурупи по дереву
- Болт з потайною головкою
- Фланцеві болти
- Т-подібні болти
- шестигранний гвинт
- Шестигранні болти
- Кареткові болти
- U болти
- Нарізний гвинт
- Машинні гвинти
- Самосвердлувальні гвинти
- Фланцеві гайки
- Шестигранна гайка
- Контргайка
- З'єднувальні гайки
- Весняний горіх
- Обладнання Poleline
- Пральна машина
- Конструкційні шестигранні болти
- Шестигранні болти та гвинти







Свердлильні шурупи з хрестоподібною рельєфною потайною головкою та самонарізною різьбою
Насолоджуйтеся ефективними операціями свердління та нарізування різьб за допомогою шурупів із потайною головкою та різьбою DIN EN ISO 15483–2000. Ці шурупи відповідають міжнародним стандартам і забезпечують надійну роботу в різних сферах застосування. Будь то будівельні, автомобільні, промислові чи інші завдання, що вимагають свердління та нарізування різьб, покладайтеся на гвинти DIN EN ISO 15483 - 2000 для ефективного кріплення.
Модель:DIN EN ISO 15483
Надіслати запит
Опис продукту
Свердлильні шурупи з потайною головкою та різьбою:Свердлильні шурупи з потайною головкою та різьбою DIN EN ISO 15483 - 2000 — це спеціалізовані кріпильні вироби, призначені для свердління та нарізування різьб у різних матеріалах, які зазвичай використовуються в будівництві, автомобільному та промисловому секторах.
Дотримання стандарту DIN EN ISO 15483 - 2000:Ці шурупи відповідають стандарту DIN EN ISO 15483 - 2000, забезпечуючи високу якість роботи та надійність у свердлінні та нарізанні різьб у різних матеріалах.
Подвійна функціональність:Завдяки конструкції різьби для свердління та нарізання різьблення ці гвинти забезпечують ефективне свердління та нарізування різьб за один крок, скорочуючи час складання та підвищуючи продуктивність.
Конструкція піднятої потайної головки з поперечним заглибленням:Завдяки піднятій конструкції з потайною головкою та хрестоподібним заглибленням ці гвинти забезпечують легке встановлення та видалення за допомогою сумісних викруток, забезпечуючи зручність і універсальність у виконанні завдань кріплення.
Широке застосування:Підходить для широкого спектру застосувань у будівництві, автомобільній, промисловій та інших галузях, де для безпечного та надійного кріплення потрібні операції свердління та нарізання різьб.
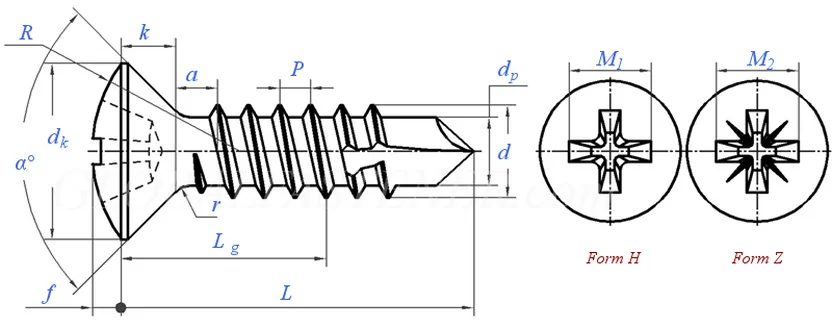
| ① Функція наконечника свердла (діаметр dp) визначена в ISO 10666. ②, матеріал: a) Використовується загартована сталь або сталь, що піддається термічній обробці б) Твердість: Мінімальна твердість поверхні свердлильних шурупів після термічної обробки повинна бути 530 HV 0,3; Твердість серцевини після термічної обробки повинна становити: від 320 HV 5 до 400 HV 5 для різьби ≤ST4.2, 320 HV 10 до 400 HV 10 для різьби > ST4.2; Відповідно до ISO 10666 |





Гарячі теги: Свердлильні шурупи з потайною головкою та різьбою, Китай, виробники, постачальники, фабрика, оптова торгівля, на замовлення, якість
Пов'язана категорія
Гвинти з 12 головними головками
Гвинти для свердління/різьблення
Гвинти з внутрішнім шестигранником
Саморізи з шестигранною головкою
Машинні гвинти з шестигранною головкою
Гвинти з накатанною головкою
Машинний гвинт
Набір / гвинти без головки
Нарізні гвинти
Барашкові гвинти
Шурупи по дереву
Болт з потайною головкою
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.








